





рельсофрезерный станок РФС6992М1 предназначен для восстановления рабочего профиля головки старогодных рельсов методом непрерывного фрезерования в составе технологических поточных линий рельсосварочных предприятий железных доро .
| Вид обрабатываемых рельсов Одиночные старогодные рельсы (длиной от 6 до 25 м). Ре профилируются перед сваркой плети без сортировки рельсов по высоте перед фрезерованием.
Сваренные одиночные рельсы стандартных длин (длиной от 6 до 25 м). Для сборки звеньевого пути, комплектации путевого запаса, компенсационных участков бесстыкового пути и инвентарных рельсов.
Плети сваренные из старогодных и новых рельсов (длиной до 800 м).
Ремонтируемые старогодные плети (длиной до 800 м).
 Экономические показатели Стоимость обработки одного погонного метра рельсовой нити не превышает 100 рублей, в том числе текущие расходы по приобретению режущих пластин (ориентировочно одна пластина на один 25-метровый рельс). Нормативная пропускная способность отремонтированных рельсов в РСП с профильной обработкой головки должна составлять для рельсов: -I группы годности -400 млн.тонн; -II группы годности - 300 млн.тонн; -III группы годности - 200 млн.тонн. Эти показатели зависят от исходного норматива {для российских рельсов в настоящее время 500-400 млн. тонн, у лучших мировых производителей и планируемого производства в России - 1000 млн. тонн) и выработанного до момента снятия с пути для репрофилирования. Последнее существенно зависит от класса пути и его состояния, в частности от профилак¬тических работ по шлифовке пути. По опыту железных дорог США внедрение эффективного профилактического репрофи¬лирования увеличивает срок службы рельсов до четырех раз, а среднегодовые расходы на их замену уменьшаются на 20% при росте грузонапряженности дороги до 40%. Производительность станка Часовая производительность станка: - 200 метров нити.
Годовая производительность станка при двухсменном режиме работы: - 400 км пути.
Указанная производительность ограничивается только темпом подачи и отвода (6-8 двадцатипяти метровых рельсов в час). Окупаемость затрат в течении одного года. Преимущества При стоимости почти вдвое меньшей по сравнению с аналогами станок РФС6992М1 обладает следующими преимуществами: возможность обработки удлиненных рельсов (до 125м) и сваренных плетей (до 500 - 800м);
скорость подачи рельса выше в 1,7 раза;
среднечасовая производительность выше в 1,16 раза;
расход электроэнергии на обработку погонного метра рельса ниже в 1,6 раза;
расчетная стоимость обработки погонного метра рельса дешевле в 1,9 раза;
меньшая масса и габариты.
Технические характеристики станка РФС6992М1
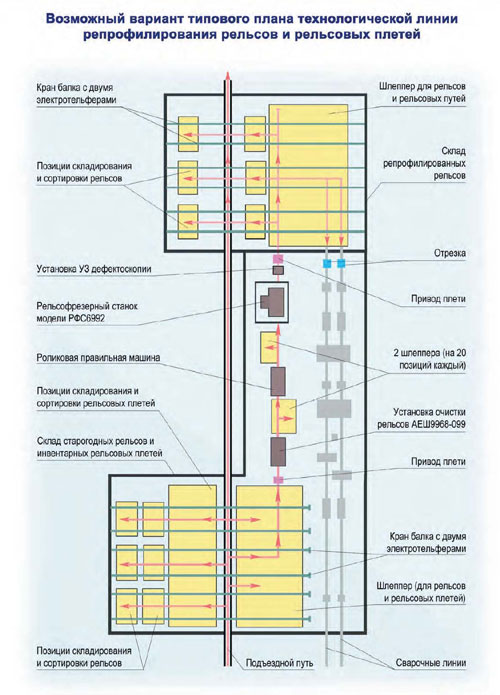
1. Установка АЕШ для механизированной очистки рельсов по всей длине и всему профилю металлическими щеточными фрезами от нефтепродуктов, песка, ржавчины и пр. 2. Прессовый комплекс - гидравлический пресс АКИ0236-2 с системой подающих механизмов и кантователем рельсов для правки рельсов в двух плоскостях 3. Станок рельсофрезерный модели РФС6992М1 -предназначен для восстановления рабочего профиля головки старогодных рельсов методом профильного фрезерования. 4. Установка для ультразвукового контроля - выявление внутренних дефектов рельса. Операция УЗК может производиться до или после фрезерования. 5. Станок рельсоотрезной - пред¬назначен для отрезки поврежденных концов рельса и вырезки участков с локальными дефектами. 6. Рольганговая система для продольного перемещения рельсов - система приводных рольгангов для переме¬щения одиночного рельса (рельсовой плети) от одной технологической операции к другой в зависимости от выбранной схемы расположения оборудования (уточ¬няется в зависимости от конкретных условий заказчика). 7. Шлепперные системы для поперечных перемещений -механизмы для поперечного смещения рельсов между технологическими операциями и накопления рельсов перед технологическими единицами оборудования для непрерывной работы отдельных единиц оборудования и линии в целом. 8. Позиция (площадки) складирования и сортировки рельсов - площадки для выгрузки.
|




Специальные станки на сайте завода-изготовителя УЗТС
Станки на сайте инженерной компании Комплекс-Центр
